Setup and 3D print with PrintRBot simple metal
** Update 2015-2-17
After many experiment we have found a best practice:
- We use the simplify3D. It is the best for creating support structures. Unfortunately it is commercial. Cure can be used instead (see below).
- We use octoprint as our printserver.
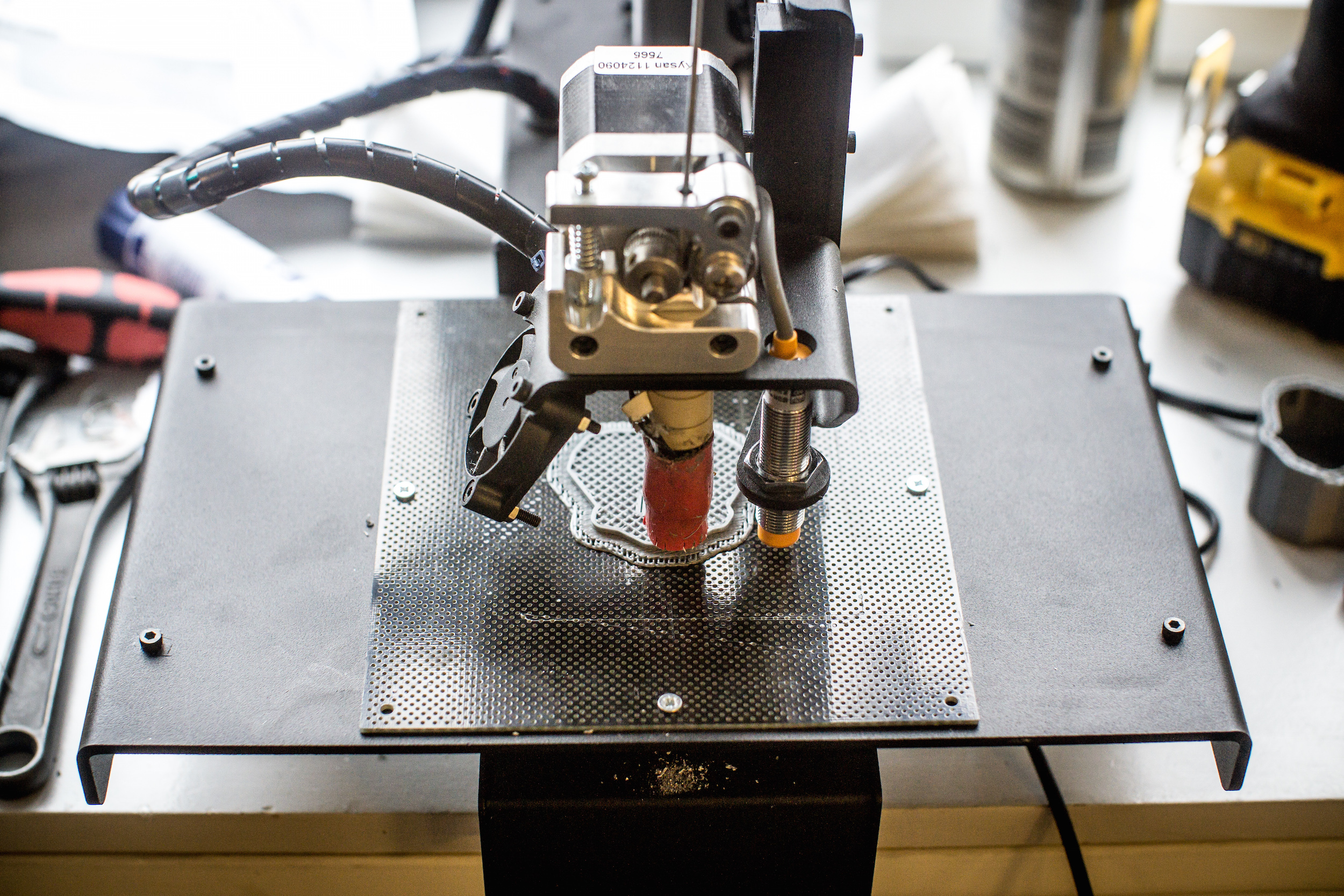
- We have mounted a Varoboard like plate form an UP! 3D printer to make it stick.
** End update 2015-2-17
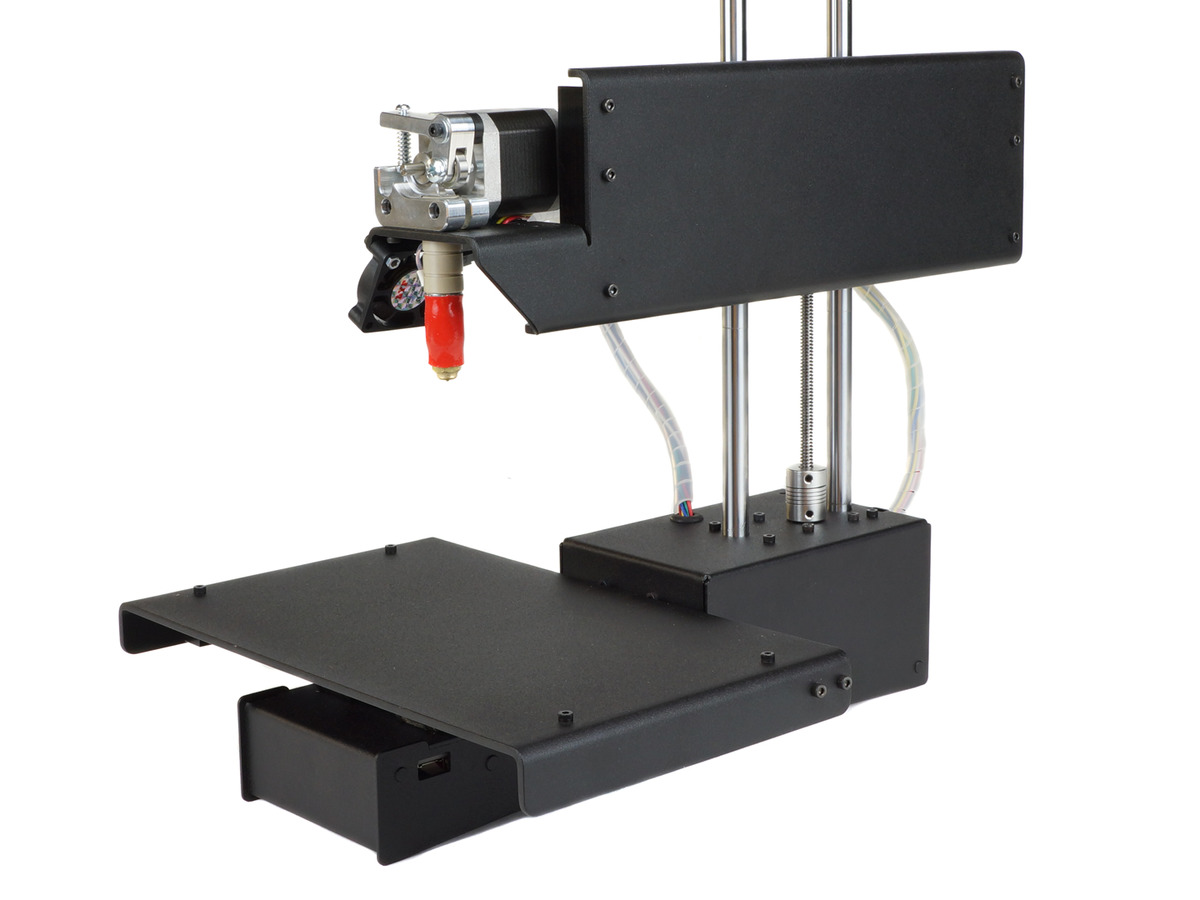
The PrintRbot is a simple and hackable tool for 3D printing. Since everything is open source multiple software tools can be used. We recommend the following setup.
Cura for 3D printing
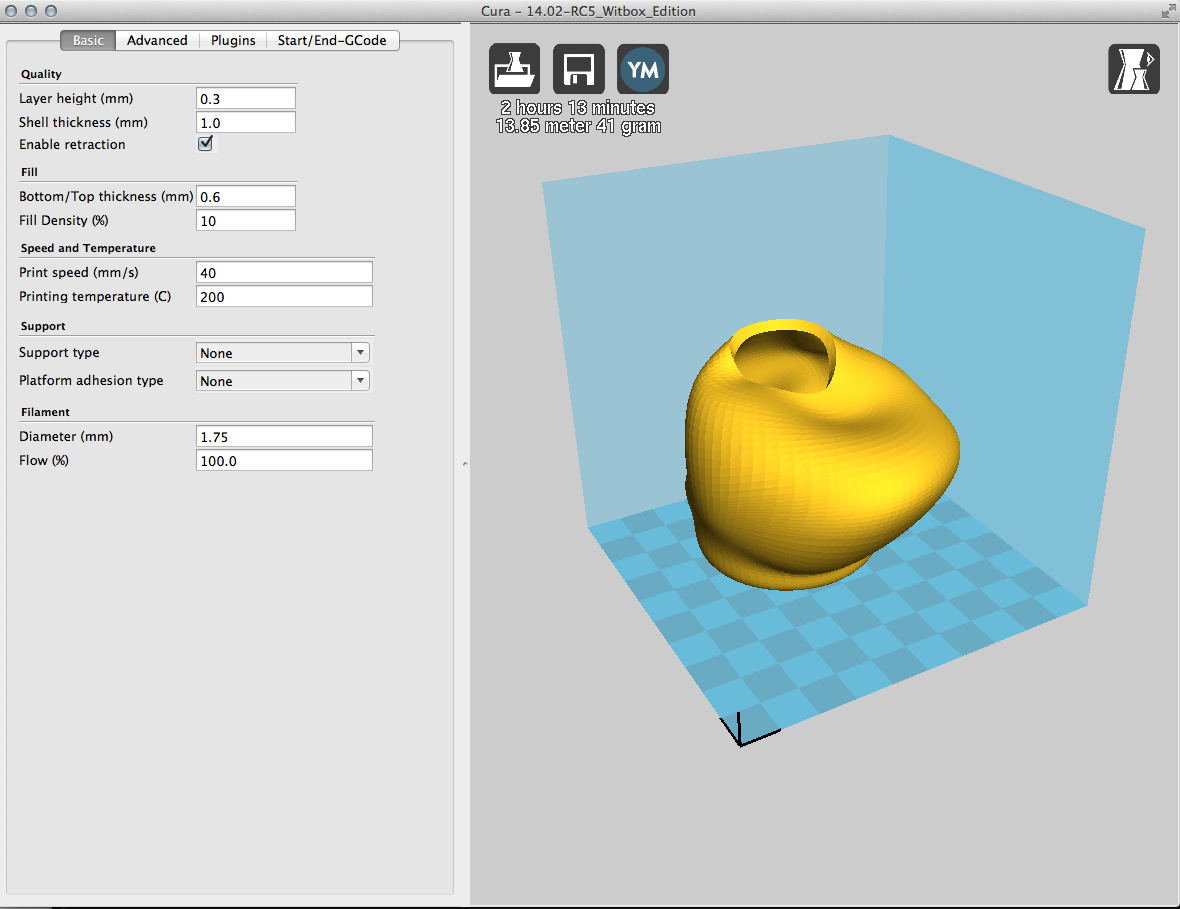 When you have done your 3D model in your preferred 3D software (try this if nothing else) cura is the tool for converting the 3D model in to GCode and transferring it to the printer. Follow these steps:
When you have done your 3D model in your preferred 3D software (try this if nothing else) cura is the tool for converting the 3D model in to GCode and transferring it to the printer. Follow these steps:
- Download cura here.
- Choose PrintRBot when installing your 3D printer and select PrintRBot Simple Metal.
- When you have the main interface load your model in the file menu.
- Select a layer height: 0.1 to 0.3 (0.1 being the finest quality).
- If your printer has been detected by Cura you will see a usb print icon where the disk icon is on the above image. Click it.
- It will connect to the printer and you can presse print when ready.
- The printer starts when the temperature has reached about 208 degrees.
Update: Automatic bed calibration
To callibrate the bed automatically insert the following g-code as the start g-code on the Start/End-GCode tab:
;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line
;M109 S{print_temperature} ;Uncomment to add your own temperature line
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F{travel_speed} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{travel_speed}
;Put printing message on LCD screen
M117 Printing...
M212 Z-.2 ;adjust the z
G28 X0 Y0
G29
Important: Adjust "M212 -.6 ;adjust the z" to the right preference. Be carefull you might scratch the print bed.
Using Pronterface for maintainence
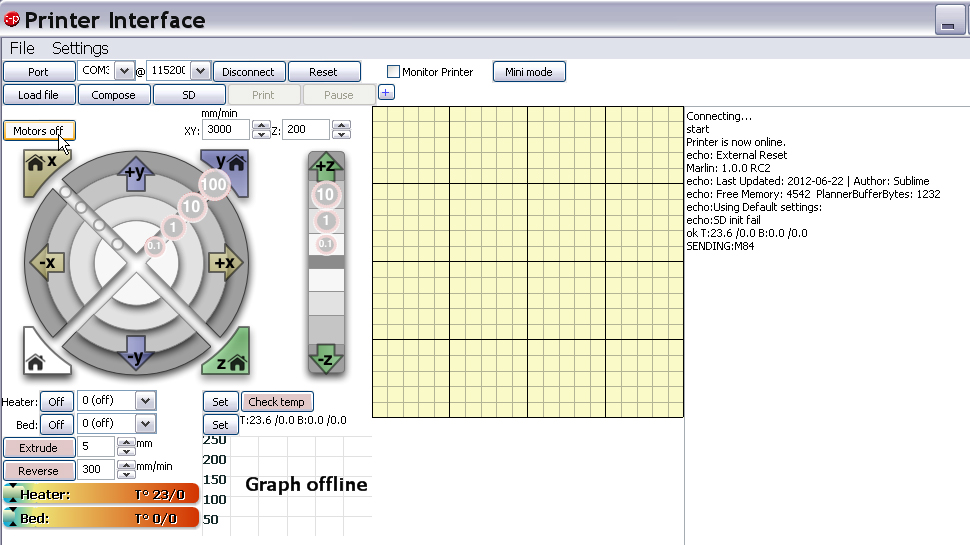
Since Cura does not give you the ability to manually control the printer when something goes wrong (it will) you need Pronterface. Choose the correct port (usually the highest number on Windows) and press connect. Use the navigation and heating control to empty the nozzle etc.
A few tips
To get PrintRBot working it is neccesary to tweak a few things:
- Make sure that you have blue masking tape from 3M on the platform.
- If your 3D print does not stick use a paper glue stick to make the surface more sticky.
- Make sure to adjust the reed sensor so the zero point is right at the top of the plate. If you have a piece of paper between the nozzle and the platform it should be hard to remove, but not impossible.
If your nozzle seems to be stuck at a 2mm heigh above the surface you can adjust the zero point with this GCODE (use Pronterface for it):
#Set Z-axis offset M212 X0 Y0 Z0 #Save to EEPROM M500